







Entendiendo el Proceso de producción de tierras raras
Desde el mineral en bruto hasta el producto terminado, cada etapa presenta aguas residuales únicas
desafíos y oportunidades para la recuperación de recursos.

Minería & Beneficio
El mineral en bruto se extrae y luego se tritura, se muele y se separa físicamente para concentrar los minerales de tierras raras.

fundición & Separación
El concentrado se trata químicamente con ácidos o álcalis fuertes, seguido de una compleja extracción con disolventes para separar los elementos individuales.

Purificación & Refinación
Los elementos separados se someten a una purificación adicional mediante procesos como precipitación y calcinación para producir alta-Óxidos de tierras raras de pureza.

Procesamiento & formando
Alto-Los materiales puros se procesan para obtener productos finales como aleaciones, imanes y polvos mediante corte, esmerilado y pulido.
¿Estás enfrentando estos? Aguas residuales ¿Desafíos?
Entendemos los problemas complejos que enfrenta en sus operaciones.
1
Regulaciones estrictas
El endurecimiento de los estándares de descarga crea una inmensa presión de cumplimiento, lo que corre el riesgo de multas o incluso cierres.
2
Altos costos de tratamiento
Los métodos tradicionales implican un alto consumo de productos químicos y energía, lo que genera gastos operativos excesivos.
3
Composición compleja
La alta salinidad, acidez y concentraciones de contaminantes hacen que los métodos de tratamiento convencionales sean ineficaces.
4
Baja tasa de recuperación
A menudo se pierden valiosos elementos de tierras raras en las aguas residuales, lo que provoca un desperdicio de recursos y pérdidas económicas.
Soluciones específicas para diferentes Tipos de aguas residuales
Entendemos queno todas las aguas residuales son iguales. Nuestras soluciones se adaptan a las características específicas de cada flujo.
1. Beneficio de aguas residuales
Características:
- Alta concentración de sólidos suspendidos. (SS) y turbidez.
- Contiene agentes de flotación y otros aditivos químicos.
- Salinidad relativamente baja en comparación con otros arroyos.
Flujo de proceso recomendado:
2. Aguas residuales en descomposición
Características:
- Niveles extremos de pH (altamente ácido o alcalino).
- Alta salinidad, típicamente de cloruro o sulfato de amonio.
- Contiene iones de tierras raras disueltos y algunos metales pesados.
Flujo de proceso recomendado:
3. Extracción / Aguas residuales de intercambio iónico
Características:
- Salinidad extremadamente alta (>100.000 mg/l).
- Alta concentración de DQO procedente de extractantes orgánicos.
- Altosniveles denitrógeno amoniacal. Contiene valiosos iones de tierras raras.
Flujo de proceso recomendado:
4. Refinación de aguas residuales
Características:
- Alta concentración de sales procedentes de aguas madres de precipitación.
- Puede contener agentes precipitantes residuales.
- Menor contenido de contaminantes orgánicos en comparación con las aguas residuales de extracción.
Flujo de proceso recomendado:
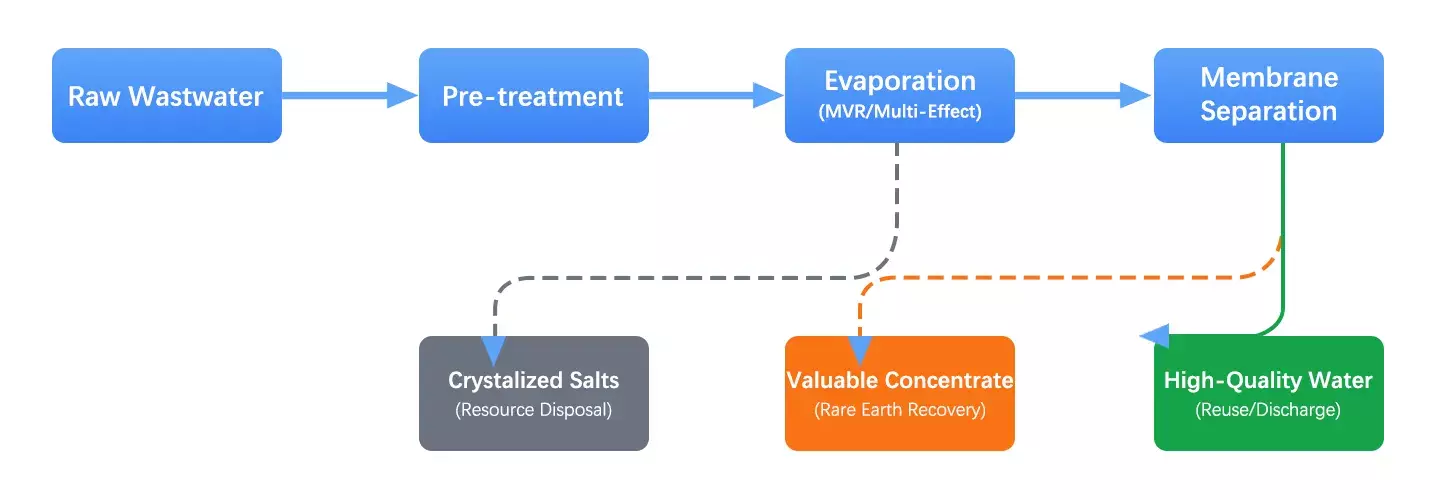
WTEYA Evaporación-Proceso híbrido de membrana:
Su solución definitiva
Integramos MVR/Múltiples-Efecto Evaporación con membrana avanzada
tecnología para una solución altamente eficaz y específica.

los dos Tecnologías centrales Impulsandonuestra solución
Integramos profundamente el corte-Tecnologías de membrana y evaporación de vanguardia para un efecto sinérgico.

Como clave para la reducción de volumen,nuestro sistema de evaporación utiliza la energía del vapor secundario para reducir drásticamente el consumo. Concentra las aguas residuales más de 10 veces, separando eficientemente las sales y los contaminantes para su recuperación y tratamiento posterior.
- Ultra-Bajo consumo de energía: Los evaporadores MVR ahorran más de 80% de vapor en comparación con los procesos tradicionales.
- Alta automatización: Control inteligente PLC para estabilidad, uno-Operación táctil, minimizando la intervención manual.
- Materiales superiores: Utiliza materiales especiales como titanio y Hastelloy durante mucho tiempo.-operación a largo plazo en ambientes corrosivos.
Usamos membranas especializadas diseñadas para alta-Aguas residuales salinas para pulir el condensado del evaporador. Este "micro-"tamiz" elimina con precisión las sales disueltas y los contaminantes traza, produciendo un alto-agua de calidad para su reutilización directa.
- Excelente desalinización: Logra una tasa total de rechazo de sal de más del 99,5%, garantizando que la calidad del agua supere los estándares de reutilización.
- Alta resistencia a las incrustaciones: Las superficies de las membranas especialmente modificadas resisten la suciedad, lo que prolonga los ciclos de limpieza.
- Alta recuperación del sistema: El diseño optimizado permite tasas de recuperación de agua del sistema superiores al 90%, maximizando el uso del agua.

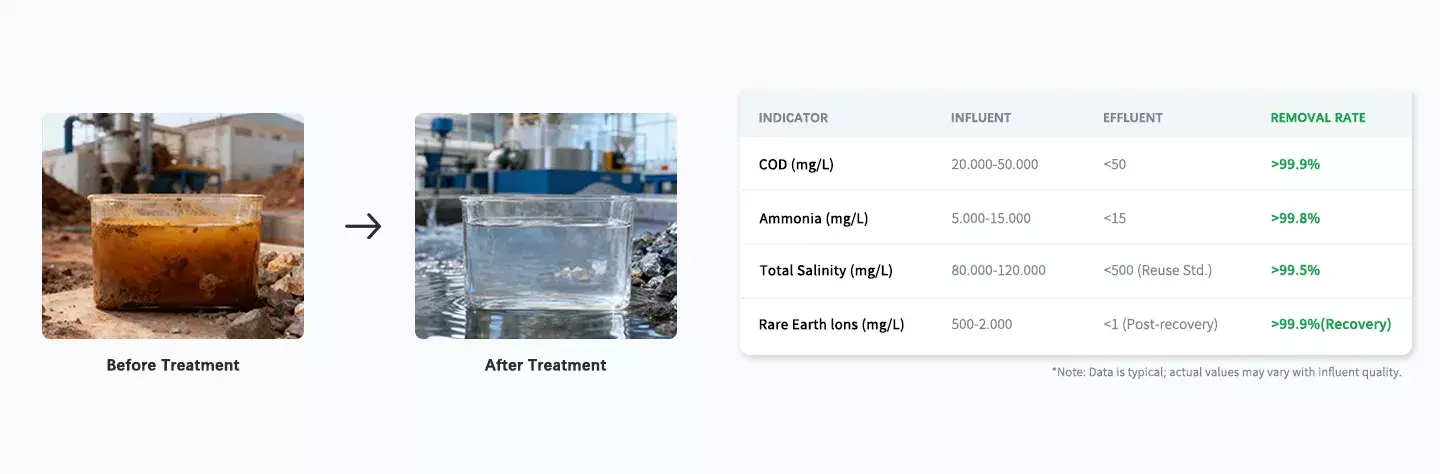
Ver para creer: Resultados de tratamiento excepcionales
Los datos hablan por sí solos. Nuestro proceso garantiza un tratamiento de aguas residuales estable, eficiente y compatible.
Más allá del fin-de-Tratamiento de tuberías:
Integrado en etapas clave de producción
Nuestra tecnología se puede integrar directamente en su proceso de producción, permitiendo la recuperación de recursos y la reducción de desechos en la fuente, convirtiendo un proceso reactivo en una estrategia proactiva.
- en-Intervención en el proceso: Intervenir después de la extracción o separación para recuperar el alto-valorar los elementos antes de que se pierdan o se contaminen.
- Carga reducida & Costos: Disminuir la carga contaminante total desde la fuente, reduciendo la carga y el costo en las instalaciones de tratamiento final.

Campos de aplicación: Cubriendo toda la cadena industrial
Proporcionamos soluciones precisas y personalizadas para diversas etapas del proceso.
fundición & Separación
Tratar alto-salinidad, aguas residuales ácidas procedentes de extracción y cristalización, recuperación de elementos lantánidos.
Imanes permanentes
Manejar las aguas residuales de la producción de imanes NdFeB (corte, rectificado, galvanoplastia) para la eliminación de metales pesados y la reutilización del agua.
fósforos & Aleaciones
Resuelva los complejos desafíos de las aguas residuales a partir de la producción de fósforos y aleaciones de almacenamiento de hidrógeno, garantizando la seguridad ambiental.
Pulido & catalizadores
Tratar alto-SST, alto-Aguas residuales de DQO de cerio-polvos de pulido a base y catalizadores de craqueo, recuperando tierras raras.
Vidrio óptico & Cerámica
Abordar la molienda y limpieza de aguas residuales provenientes del procesamiento de materiales ópticos especiales que contienen La, Ce y Nd.
Industria petroquímica
Gestione aguas residuales complejas procedentes de la producción y regeneración de catalizadores de tierras raras, que contienen aceite, sal y alto contenido de DQO.
POR QUÉ ELEGIRNOS
Experiencia, arraigada en 20 años de experiencia en la industria
Elegir WTEYA significa elegir confiabilidad, eficiencia y larga-valor del término.
20 años de experiencia
Contamos con más de dos décadas de experiencia en el tratamiento de aguas residuales industriales, con un profundo conocimiento de los desafíos de la industria.
Equipo técnico experto
Nuestro equipo, liderado por doctores e ingenieros senior, brinda soporte integral desde el diagnóstico hasta la operación.
Solución personalizada
Analizamos cada muestra de aguas residuales para diseñar la más eficiente y económica.-solución efectiva para susnecesidades específicas.
Sobresaliente Historias de éxito
Nuestra experiencia y calidad están validadas por proyectos con la industria.-empresas líderes.

Proyecto de Evaporación en Foxconn Group
Solución de sistema de tratamiento de concentración y evaporación de residuos líquidos, que logra la utilización de recursos y el reciclaje de agua.

Proyecto de evaporación en el Grupo Rongbai
Proyecto EPC llave en mano, que incluye sistema MVR de evaporación, concentración y cristalización de litio-que contiene agua concentrada

Proyecto Descarga Cero en Kaizhong Precision
600 toneladas/D Tratamiento Avanzado de Aguas Residuales & Proyecto de Ingeniería Vertimiento Cero; Solución del sistema de evaporación

Proyecto de concentración por evaporación en tecnología Zhongyi
740 toneladas/D Reutilización del agua recuperada + 5 toneladas/Cobre-Proyecto de equipos de concentración de evaporación de aguas residuales que contienen

Proyecto Vertido Cero en Huilai, Guangdong
600 toneladas/D Concentración de evaporación de líquidos residuales & Proyecto de Tratamiento de Vertimiento Cero; Solución avanzada de tratamiento del sistema de evaporación

Proyecto de descarga cero de líquidos en Mongolia Interior
600 toneladas/D Concentración de evaporación de líquidos residuales & Proyecto de Tratamiento de Vertimiento Cero; Solución avanzada de tratamiento del sistema de evaporación
Iniciada en 2009, somos una empresa de tecnología de protección ambiental que integra R&D, producción, venta e instalación.
WTEYA Environmental Technology Co., Ltd. es una empresa del grupo con sede en Tianan Cyber City, ciudad de Dongguan, provincia de Guangdong. Estamos comprometidos a proporcionar el equipo de fluidos inteligente líder en el mundo, con tecnología avanzada y alta-Servicio de calidad, hemos ganado elogios unánimes de más de 1.000 clientes.

Certificaciones & Patentes Técnicas
Más 100+ honores que muestrannuestra fortaleza técnica y reconocimiento de la industria.

Confianza del cliente & Colaboración
Creciendo junto con más de mil clientes en todo el mundo.









